

焼入れ

焼戻し

曲り矯正 |
|
|
|
 ソルトバスによる熱処理 (極限の性能を求める製品には) ソルトバスによる熱処理 (極限の性能を求める製品には)
1.対象材質と熱処理
- ハイス、ダイス鋼、マルテンサイト系ステンレス鋼、炭素工具鋼、合金工具鋼、構造用鋼、軸受鋼、ばね鋼の焼入焼戻し
- オーステナイト系ステンレス鋼の固溶化処理
- マルエージング鋼の時効や析出硬化合金の析出硬化処理
- 各材質のサブゼロ処理やクライオ処理
2.熱処理可能寸法
- 最大炉寸法 450 × 450 × 1500 (深さ)に入るもので、重量
500kg くらいまでの加工品。
- 500kg を超える加工品はご相談ください。
- 又、1300㎜
を超える長さのものは、寸法が多少制限されますので、ご相談ください。
3.設備一覧
| 設備名 |
常用温度 |
寸法等 |
台数 |
| 焼入れ用ソルトバス |
1300℃以下 |
450×450×1500(深さ) |
他4基 |
| 焼入れ用ソルトバス |
900℃以下 |
450×450×1500(深さ) |
他5基 |
| 焼入れ冷却用ソルトバス |
500~550℃ |
φ500×1500(深さ) |
他3基 |
焼入れ冷却及び
焼戻し用ソルトバス |
140~500℃ |
440×700×800(深さ) |
他4基 |
| 焼戻し用ソルトバス |
500~650℃ |
φ500×1000(深さ) |
他5基 |
| 焼戻し用流気炉 |
650℃以下 |
φ500×1500(深さ) |
他9基 |
|
|
|
|
|
 戻る
戻る
|
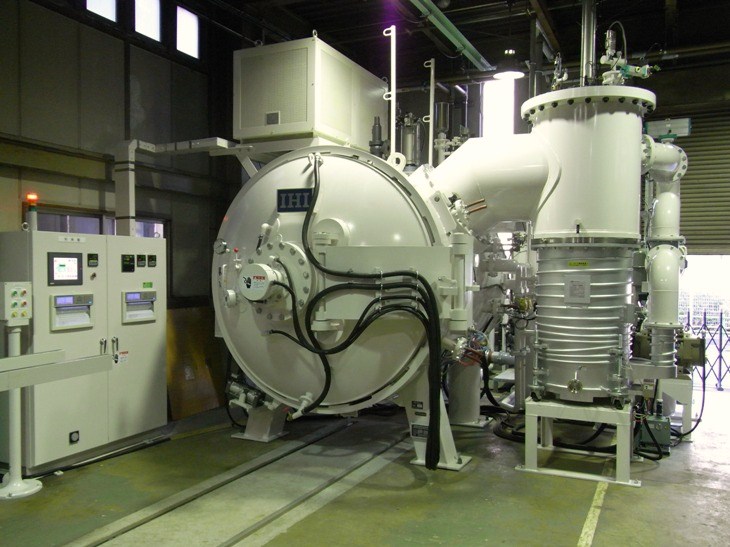
NQPC-60/60/100(S6)
|
|
|
|
真空炉による熱処理 (光輝な仕上りを求める製品には)
1.対象材質と熱処理
- ハイス、ダイス鋼、マルテンサイト系ステンレス鋼の焼入焼戻し
- オーステナイト系ステンレス鋼の固溶化処理
- マルエージング鋼の時効処理、析出硬化鋼の析出硬化処理
- インコネル材の熱処理
- 各種材料の焼なまし、歪取り
- 各材質のサブゼロ処理やクライオ処理
2.処理可能寸法
- 600 × 1000 × 600 (高さ)に収容できる加工品。
但し、余り大きいと窒素加圧冷却による冷却スピードが遅くなります。
- 単体で約 200kg を超えるような場合は、ご相談下さい。
3.設備一覧
| 設備名 |
常用温度 |
寸法等 |
台数 |
| NQPC-60/60/100(S6)(一室型6Bar加圧冷却) |
1250℃以下 |
600×1000×600(高さ) |
1基
|
| FHH-60GHS
(二室型加圧冷却) |
1250℃以下 |
600×900×400(高さ) |
1基 |
| FHH-45GH
(二室型加圧冷却) |
1250℃以下 |
450×675×300(高さ) |
1基 |
| TITAN
H2(HV)2.0(一室型2Bar加圧冷却) |
1000℃以下 |
455×610×455(高さ) |
2基 |
|
|
|
|
|
戻る
|
|

NACHI SS-2-8 2基
|
|
|
|
表面改質処理 (製品のさらなる性能UPには)
1.イオンプレーティング
- コーティング膜の種類: TiN と TiCN
- 皮膜の厚さ :製品の種類、サイズによって変えます。TiN は 2 ~ 3μm、TiCNは2.5 ~ 3.5μm の範囲が一般的です。
- 処理温度 :超硬以外の場合は 530℃ 程度。ダイス鋼等で焼戻し温度がコーティング温度以下であると望ましくありません。事前にご相談ください。
- 処理可能寸法 :φ160 × φ190 × 280 の逆円錐台に包まれる寸法の製品。小径であれば
320 長さまで可能ですので、ご相談ください。
2.WPC処理
WPCの原型は、ショットピーニングですが、メディアを微粒子とし、噴射圧力を上げ、革命的な発展となった表面改質方法です。切削工具、金型やロールに対して、単独でも寿命延長に効果がありますが、コーティングや窒化との複合処理によって性能向上に相乗効果をもたらします。
処理可能寸法:最大 φ300、30kg
|

NACHI EMN-1660 1基 |
3.ガス軟窒化処理
メチルアルコールを炭素供給元にアンモニアの分解ガスを窒素供給元とした軟窒化処理です。ハイスの工具製品を対象として処理をしています。
窒化層の性状は、通常のハイス工具の場合で、窒化後表面硬さ
1100HV
以上を狙いますが、刃先が脆くならないよう窒化深さを最適にコントロールします。厚い窒化深さが必要な部品等の場合はご相談ください。
処理可能寸法:φ320 × 1700 に収納される寸法の製品に可能です。
4.ホモ処理
主としてハイス系の切削工具が対象で、約
500℃ で過熱水蒸気により表面に硬い酸化膜をつけます。
単独の場合もありますが、ガス軟窒化と複合処理をします。
処理可能寸法:φ280 × 1700 に収納される寸法の製品に可能です。
|
|
|
|
|
戻る
|

IZUMI FW60H

圧接例 |
|
|
|
摩擦圧接 (製品のコストダウンには)
1.対象材料、製品と加工
摩擦圧接は、回転による摩擦熱を利用して接触面を加熱、融点直下でアプセット圧をかけ固相の状態で接合させる、品質の高い溶接です。工具素材、部品が対象です。圧接される材料は互いに融点が近いことが望ましいの
ですが、異種金属間の溶接に威力を発揮します。切削工具素材では熱間ダイス鋼とハイスが主です。溶接そのものはハイスと構造用鋼でも構いませんが、後の焼入れを考慮すると熱間ダイス鋼の方が有利です。
その他、実績としては、ステンレス鋼とアルミ合金、鋼と銅合金などがあります。
2.処理可能寸法
処理面寸法で φ8 ~ φ65 の圧接が可能です。但し、最大径は材質によって変わります。ハイスの場合は
φ60 です。パイプ形状の圧接も可能です。
3.設備一覧
| 設備名 |
台数 |
|
| FW70U |
1台 |
|
| FW60H |
2台 |
|
| FW30H |
1台 |
|
| FW15U |
2台 |
|
| 連続焼なまし炉 |
2基 |
|
|
|
|
|
|
戻る
|
|
|
|
|
|